The selection of steel tubing impacts safety, expenses, and operational continuity. When assessing the uses of both welded and seamless variants, precision is key. A good selection ensures your system functions longer with fewer issues.
Here is the fundamental point. Welded tubing has a joint; seamless tubing does not. This single distinction influences pressure ratings, size availability, and final cost. Both types find application in energy, water systems, construction, manufacturing, and the oil and gas industry.
This overview details the creation process for each, where they excel, and items to verify prior to purchase. Expect straightforward explanations and concrete examples. We conclude with a straightforward decision guide for your upcoming projects.
Welded Versus Seamless Steel Tubes: Definitions and Appropriate Contexts
Contrasting the two: Welded tubing begins as a flat piece of steel (a plate or coil). Manufacturers roll this into a cylinder and fuse the seam. Common welded types include ERW for smaller and mid-range diameters and LSAW for very large ones. SSAW is utilized for great lengths featuring a spiral seam.
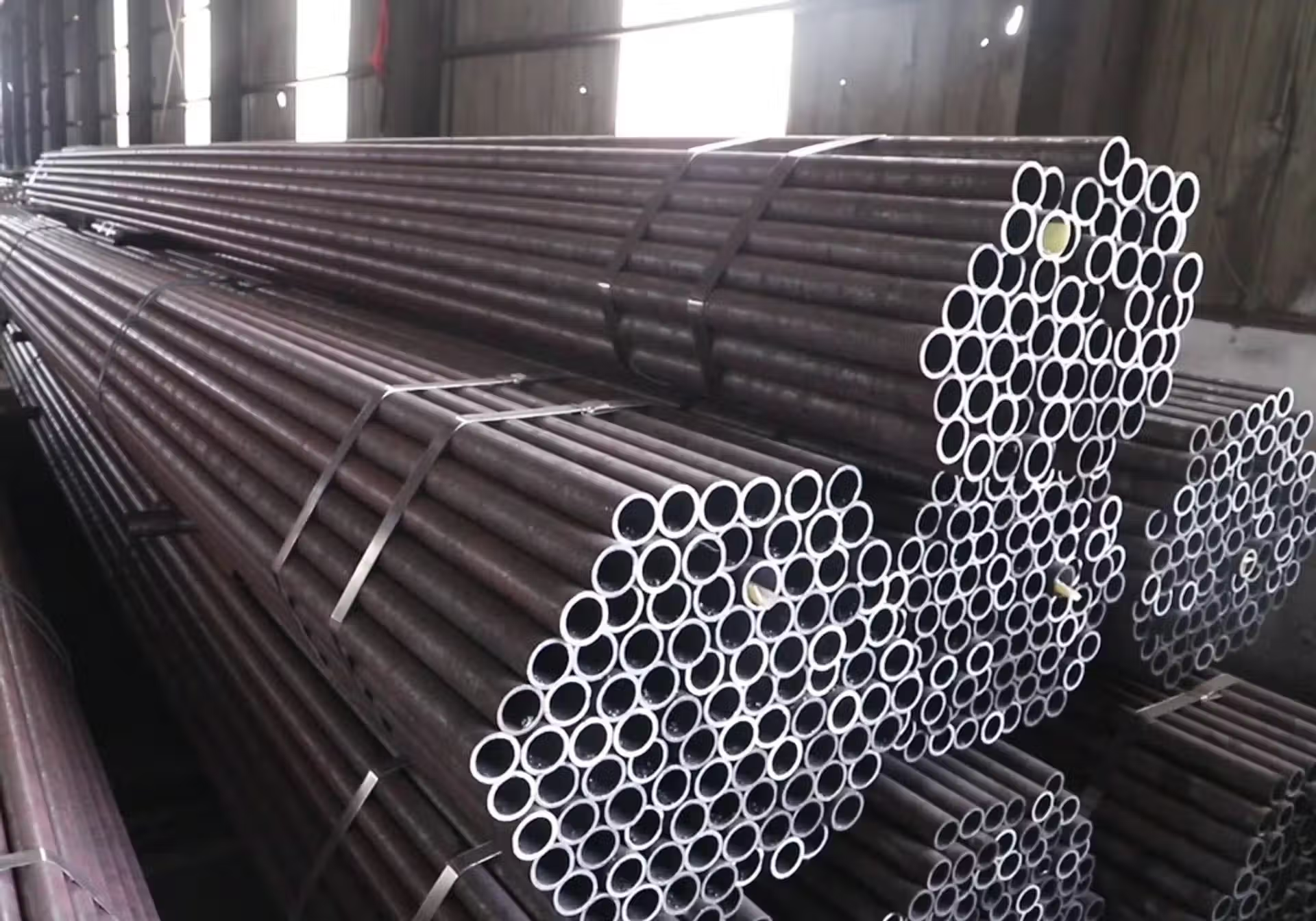
Seamless tubing starts as a solid metal round. Manufacturers heat, bore a hole through, and roll it into a tube. Its structure lacks a weld. This often translates to superior performance under elevated pressure and temperature conditions in smaller diameters.
Welded options accommodate much larger diameters and are frequently more budget-friendly, particularly for extensive runs. With robust quality assurance, non-destructive testing, and heat treatment, welded pipe can satisfy stringent specifications.
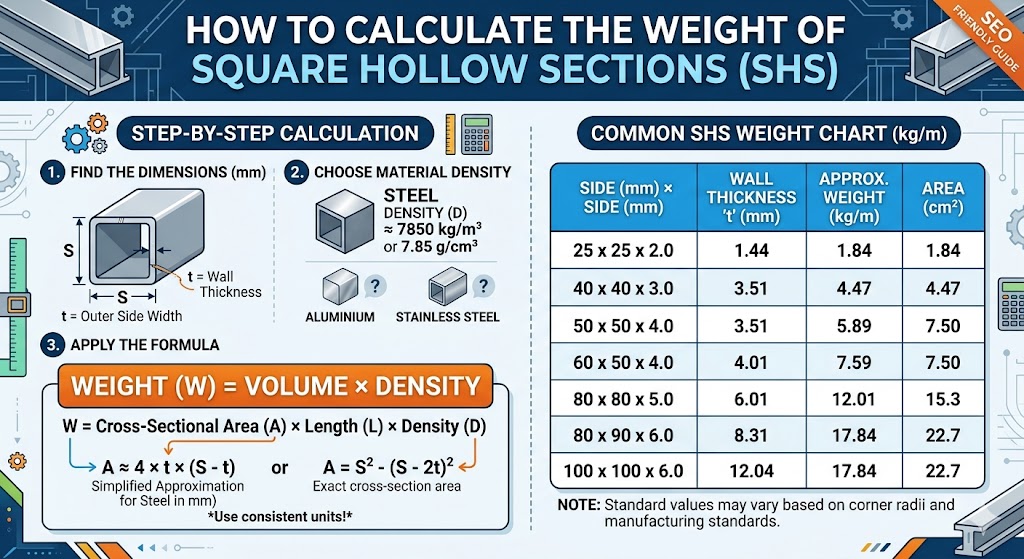
Pipe dimensions and wall thickness tiers dictate maximum working pressure. For smaller to mid-range sizes, seamless often handles greater internal pressure for a given wall schedule. Common thickness designations include schedule 40 and schedule 80. Standard specifications frequently encountered include ASTM A106, ASTM A53, ASTM A312, API 5L, and API 5CT.
- Performance: Seamless leads when small diameters require high pressure; welded excels in very large diameters.
- Expense: Larger welded sizes usually have a lower cost per unit length.
- Delivery: Welded pipes can ship faster for very large dimensions; seamless might be quicker for small-bore requirements.
- Supply: Confirm local inventory of schedule 40 or schedule 80 before finalizing commitments.
Production Methods: ERW, LSAW, SSAW Compared to Hot-Pierced Seamless
ERW (electric resistance welded) tubing is formed from coiled material. The edges are heated and joined under pressure. It is widely used for small to medium diameters.
LSAW utilizes plate steel and a lengthwise weld for large diameters and thick walls. SSAW employs a spiral seam suitable for long continuous lengths and big sizes.
Hot-pierced seamless production starts with a heated solid billet. A mandrel pushes through the center, and subsequent rolling mills draw and size the tube. This method leaves no weld seam.
In practical application, seamless is common up to medium diameters, while welded dominates large-diameter work. The manufacturing route influences wall consistency, the presence of a seam, and surface quality. To quickly grasp tube fabrication: welded starts flat, seamless starts solid.
Differences in Function: Pressure, Heat Resistance, and Dimensional Accuracy
Seamless tubing is frequently the preferred option for higher pressure and temperature applications involving smaller diameters, such as boiler feed lines or high-pressure steam conduits. Tighter dimensional control and the absence of a seam enhance performance under fluctuating stress.
Welded pipe can meet demanding service requirements through rigorous quality assurance. The weld seam undergoes non-destructive examination, and post-weld heat treatment minimizes internal stresses. These steps support gas gathering operations and services involving moderate temperatures.
Control over wall uniformity and roundness (ovality) is critical. These tolerances impact how components fit together, heat transfer efficiency, and long-term dependability. Schedule 40 and schedule 80 represent common thickness benchmarks without requiring complex calculation.
Cost, Delivery Time, and Availability by Size Range
Welded tubing is generally more economical for larger pipe sizes and extensive linear footage. LSAW (plate-based) or SSAW (spiral seam) often offer the best value proposition.
Seamless tubing usually carries a higher per-foot price tag. However, it may reduce overall project time in small-bore, high-pressure situations. Reduced fitting requirements and less rework can offset the higher initial unit cost.
Procurement suggestions:
- Review minimum order quantities (MOQs) from mills against your precise material requirement.
- Consult local distributors regarding sizes, schedules, and applied coverings.
- Establish expected delivery dates before authorizing removal of existing lines.
- Arrange for required third-party inspection services early in the process.
The final cost of installation encompasses the pipe, connecting hardware, labor, protective treatments, and potential operational halts. This figure, not just the unit price, should guide the decision.
Standards and Material Designations You Will Encounter
- API 5L: Tubing intended for conveyance of oil, gas, and water.
- API 5CT: Tubing, casing, and related products for oil wells.
- ASTM A106: Seamless carbon steel tubing for elevated temperature service.
- ASTM A53: Carbon steel tubing, available in welded and seamless formats, for general utility.
- ASTM A312: Stainless steel tubing designed for corrosive environments and high-purity needs.
- EN 10216/10217: European standards covering seamless and welded categories.
Selection based on service type:
- Oil and Gas: API 5L, API 5CT for main transmission and well tubing.
- Steam and High Temperature: ASTM A106 or ASTM A335 (low-alloy).
- Corrosive Media: ASTM A312 stainless steel or appropriate alloy grades.
- Structural Use: ASTM A500 or tubing manufactured to structural ratings.
Principal Sector Uses: Where Welded and Seamless Tubes Excel
Upstream and Midstream: Well Tubing, Gathering Lines, and Trunk Pipelines
OCTG casing and tubing typically use seamless products due to the high mechanical strength required against fluctuating subsurface pressures. Precise dimensional control aids in handling downhole stresses.
Gathering systems and flowlines may use seamless or ERW depending on pressure levels and the presence of corrosive gases (sour service). Material compliance and NDT protocols dictate the final selection.
Long-haul transmission mainlines often utilize LSAW or SSAW welded tubing. Large diameters and the need for long, continuous segments favor production via welding.
API 5L and API 5CT establish baseline criteria. Sour service environments may necessitate materials compliant with NACE MR0175 standards and specialized welding protocols.
Power Generation and Energy: Boilers, Exchangers, and Steam Transport
High-heat boiler tubes and superheater conduits frequently employ seamless construction. Common specs include ASTM A335 and A106.
Condensers and many types of heat exchangers often use welded stainless steel per ASTM A312, balancing corrosion defense with cost effectiveness.
These material choices are found in power stations, chemical processing units, and refineries.
- Typical substances handled: steam, feed-water, cooling fluids.
Construction and Public Works: Structural Supports, Foundations, and City Water Mains
Welded tubing serves as highly effective structural columns, bridge supports, and driven foundation piles. The rationale here is large diameter availability coupled with economic efficiency.
Large-diameter welded steel tubes are standard for major municipal water transmission conduits. These often receive cement mortar linings internally and external protective coatings.
Seismic resilience relies on ductile metals and verified connections. Common connection systems include restrained couplings, welded slip joints, and flanged assemblies.
Key terms: pipe for structural applications, piling tube, large water transmission pipe.
Water and Wastewater Management: Process Facilities, Fire Suppression, and Utility Piping
Treatment plants utilize welded pipe for main conduits and headers. Conversely, smaller, high-pressure internal lines may use seamless.
Fire suppression standpipes and sprinkler feed lines might employ ERW or seamless, depending on regulatory codes and listing requirements.
Internal liners, external coatings, and corrosion allowances are crucial for ensuring system longevity and maintaining fluid quality.
Automotive and Fabrication: Chassis, Hydraulics, and Manufacturing Components
ERW mechanical tubing is used extensively for chassis frames, roll cages, racking systems, and specialized jigs. ASTM A513 covers many of these particular uses.
Hydraulic lines operating at very high pressure and critical structural elements generally rely on seamless tubing. Common material standards include SAE J524 and J525.
- Advantages: Clean internal surface, consistent wall thickness, good capacity for bending.
Determining the Correct Tube for Your Project
Begin with essential parameters: define the required pressure, operating temperature, size, and intended environment. Clear input data facilitates clear component selection.
Employ these general guidelines: small size with high pressure requirements suggests seamless. Large size with moderate pressure favors welded. Subsequently, confirm adherence to relevant codes and standards.
Develop a verification checklist:
- Tube schedule and wall gauge
- Necessary corrosion resistance and material grade
- Compliance with codes and required certifications
- Non-destructive testing methods and pressure verification procedure
- Requirements for internal linings or external coverings
- Delivery schedule adherence and current stock position
Understanding Your Required Pressure, Temperature, and Diameter Range
Design parameters like internal pressure, operating heat, and nominal diameter narrow the field of suitable products. Start with process data to define a target schedule. Confirm the required wall thickness by referencing allowable stress values using ASME guidelines or vendor resources.
Matching Material to Media: Resistance to Corrosion, Sour Gas, and Purity Needs
Opt for carbon steel for clean, non-aggressive media. Employ low-alloy or stainless steel for hot or corrosive duties. Be diligent when assessing risks related to sour gas exposure or chloride-induced cracking. Pharmaceutical, food processing, and ultra-pure fluid service demand smooth surfaces and complete material traceability documentation.
Planning for Fabrication: Bending, Welding, and Joining Methods
Factor in suitability for welding, necessary heat input, and achievable bend radii from the start. Seamless pipe often tolerates tighter bends in smaller lines. When wall thickness is substantial, flanged connections or mechanical joining methods are preferable over threading.
Adhering to Regulations: API, ASME B31, and Local Mandates
Ascertain the governing code family—such as ASME B31.1, B31.3, B31.4, or B31.8—along with any overlaying API requirements. Demand material test reports (MTRs), NDT documentation, and mandatory hydrostatic or pneumatic testing where applicable.
Balancing Capital Budget Against Operational Risk: Lifetime Cost
Encompass all costs: the tubing itself, protective treatments, associated fittings, labor, mandatory testing, and potential process downtime costs. Compare the total installed outlay and lifecycle cost, rather than focusing solely on the initial per-foot price. Account for material lead time delays and investigate local supply options to minimize facility shutdown periods.
Summary
Seamless tubing is the superior choice for high heat and pressure challenges in smaller dimensions. Welded tubing excels in large diameters, long pipelines, and when cost containment is paramount. The prudent approach is aligning the tube type with the designated service conditions and regulatory codes, followed by a realistic assessment of supply chain risk and schedule.
- Define the precise service conditions and media.
- Verify compliance with codes and required testing protocols.
- Evaluate the complete installed expense.
Compile your process variables and dimensions, then consult with a qualified engineer or supplier. Making the correct selection ensures personnel safety and maintains uninterrupted system operation.